41 00 ... Приваривание промежуточной вставки
При частичной замене деталь кузова отрезается в месте, описанном в Руководстве по ремонту.
Для достижения достаточной прочности дополнительно вваривается промежуточная пластина.
Соблюдать указания по сварке стальных
деталей
Примечание:
На следующих рисунках показана принципиальная схема ремонта с использованием промежуточных вставок. Она действительна для ремонта всех отдельных деталей.

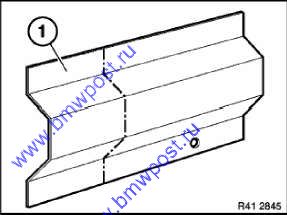
Разметить деталь по указанному размеру А и отрезать по разметке.
Отрезать новую деталь (1) по разметке и подогнать ее с помощью стойки или универсального захвата.
При установке:
При отрезании оставить припуск, равный одной-двум толщинам листа. Это позволит точнее подогнать и надежнее приварить промежуточную вставку.
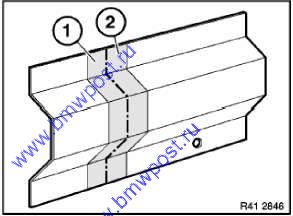
Зачистить контактные поверхности (1) на новой детали и (2) кузове с внутренней и с наружной стороны.
Покрыть новую деталь и кузов с внутренней стороны сварочной грунтовкой.
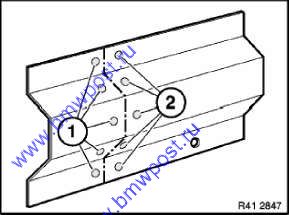
Просверлить отверстия (1) и (2) на расстоянии 25 мм друг от друга. Диаметр сверла прим. 8 мм.
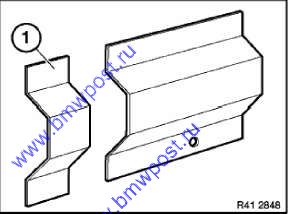
Изготовить из остатков запчасти промежуточную вставку (1).
Изготовить промежуточные вставки в нужном количестве.
Длина промежуточных вставок составляет не менее 40 мм.
Покрыть промежуточные вставки (1) и (2) с обеих сторон сварочной грунтовкой.
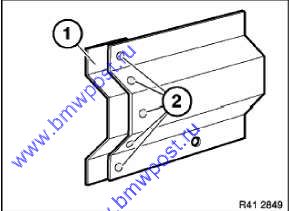
Вставить промежуточную вставку (1) на половину ее ширины в деталь кузова и приварить способом ”3neKTpo3aKnenKH” (3).
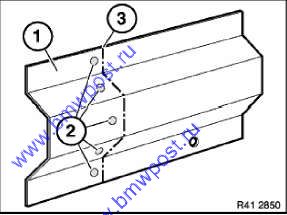
Подогнать новую деталь (1), используя при необходимости стайку или универсальный захват, и приварить ее способом ” электрозаклепки8ит^ио; (2).
Заварить стык (3) сваркой MAG. Отшлифовать и зачистить сварной шов и точки.
После шлифовки залудить видимые места
облицовки и полки брызговика оловянным
припоем.
Закрытые поверхности не лудятся.
Примечание: Только для стран ЕС!
По европейским правилам утилизации подержанных транспортных средств на автомобилях, эксплуатация которых была начата после 01.07.2003, запрещено использовать свинецсодержащии припой!