Сканеры для диагностики BMW
Ключи BMW
| |||||||

 Кузов BMW 5 e39
Кузов BMW 5 e39
|
| ||||
 |
| | LinkBack | Опции темы | Опции просмотра |
 15.09.2009, 10:33
15.09.2009, 10:33
| #11 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00... Обращение с надувными подушками безопасности и удерживающими системами безопасности 1.0 Надувные подушки безопасности и удерживающие системы безопасности При работах на автомобилях с НПБ и удерживающими системами безопасности необходимо соблюдать соответствующие требования техники безопасности При выполнении рихтовочных работ на кузове с подсоединенной аккумуляторной батареей существует опасность ложного срабатывания НПБ. По причине этой опасности необходимо отсоединять минусовой провод батареи при сварочных и рихтовочных работах. Перед отсоединением следует запросить сообщения в ЗУ неисправностей блоков управления.
__________________  Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |

|  |





|
15.09.2009, 10:33
| #12 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00... Обращение с электрическими и электронными деталями 1.0 Аккумуляторная батарея При проведении шлифовальных и сварочных работ вблизи аккумуляторной батареи существует опасность взрыва. Необходимо снять батарею. В этом случае предварительно просмотреть содержимое ЗУ неисправностей блоков управления. 2.0 Блоки управления Риски, существующие при подсоединенной аккумуляторной батарее: • Повреждение блоков управления при выполнении сварочных работ на кузове. • Ложное срабатывание подушек безопасности при выполнении рихтовочных работ на кузове. По причине этих рисков необходимо отсоединять минусовой провод батареи при сварочных и рихтовочных работах. Перед этим следует просмотреть содержимое ЗУ неисправностей блоков управления. Блоки управления выдерживают температуру до 65 °С. Температуры в окрасочно- сушильной камере не являются критичными. Если автомобиль находится в окрасочно-сушильной камере при температуре 80 °С, то его фактическая температура составляет < 60 °С. Предохранять блоки управления от воздействия температур >65 °С (например, при сварочных работах и сушке с помощью инфракрасных лучшей или технического фена). 3.0 Электрические провода и жгуты Предохранять электрические провода и жгуты от повреждения (например, при рихтовочных и шлифовальных работах). Предохранять электрические провода и жгуты от воздействия температуры >65 °С (например, при сварочных работах и сушке с помощью инфракрасных лучей или технического фена). Не попускать перегибания электрических проводов. 4.0 Оптоволоконные кабели Следовать "Указаниям по обращению с оптоволоконными кабелями
__________________ Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |
|
| |
|
15.09.2009, 10:34
| #13 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00 ... Приваривание промежуточной вставки При частичной замене деталь кузова отрезается в месте, описанном в Руководстве по ремонту. Для достижения достаточной прочности дополнительно вваривается промежуточная пластина. Соблюдать указания по сварке стальных деталей Примечание: На следующих рисунках показана принципиальная схема ремонта с использованием промежуточных вставок. Она действительна для ремонта всех отдельных деталей.  Разметить деталь по указанному размеру А и отрезать по разметке. 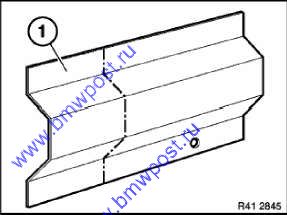 Отрезать новую деталь (1) по разметке и подогнать ее с помощью стойки или универсального захвата. При установке: При отрезании оставить припуск, равный одной-двум толщинам листа. Это позволит точнее подогнать и надежнее приварить промежуточную вставку. 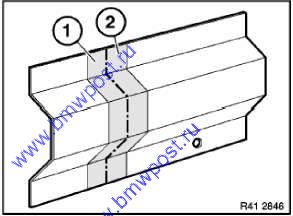 Зачистить контактные поверхности (1) на новой детали и (2) кузове с внутренней и с наружной стороны. Покрыть новую деталь и кузов с внутренней стороны сварочной грунтовкой. 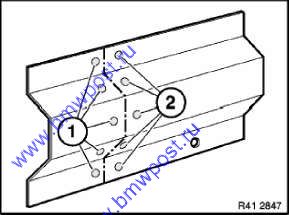 Просверлить отверстия (1) и (2) на расстоянии 25 мм друг от друга. Диаметр сверла прим. 8 мм. 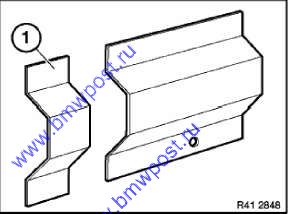 Изготовить из остатков запчасти промежуточную вставку (1). Изготовить промежуточные вставки в нужном количестве. Длина промежуточных вставок составляет не менее 40 мм. Покрыть промежуточные вставки (1) и (2) с обеих сторон сварочной грунтовкой. 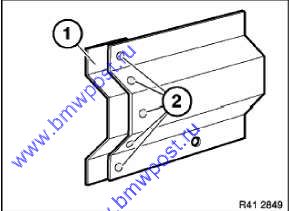 Вставить промежуточную вставку (1) на половину ее ширины в деталь кузова и приварить способом ”3neKTpo3aKnenKH” (3). 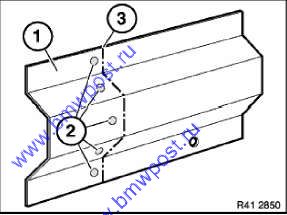 Подогнать новую деталь (1), используя при необходимости стайку или универсальный захват, и приварить ее способом ” электрозаклепки8ит^ио; (2). Заварить стык (3) сваркой MAG. Отшлифовать и зачистить сварной шов и точки. После шлифовки залудить видимые места облицовки и полки брызговика оловянным припоем. Закрытые поверхности не лудятся. Примечание: Только для стран ЕС! По европейским правилам утилизации подержанных транспортных средств на автомобилях, эксплуатация которых была начата после 01.07.2003, запрещено использовать свинецсодержащии припой!
__________________ Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |
|
| |
|
15.09.2009, 10:34
| #14 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00... Расположение фасонных деталей из шумопоглощающего материала Для снижения шума в салоне производится шумоизоляция некоторых пустот кузовных деталей. Для этого в пустоты устанавливаются специальные фасонные детали из шумопоглощающего материала. Для прилегания этих деталей кузов нагревают до 180 °С и выдерживают при этой температуре примерно 20 мин. Благодаря расширению фасонные детали оптимально прилегают к поверхности. Так как при ремонте кузова такой нагрев невозможен, то на этот случай имеется другой способ. Этот способ описан в разделе Установка шумопоглощающего материала в пустотах, кроме боковины Установка шумопоглощающего материала в боковине Положение фасонных деталей из шумопоглощающего материала Е39 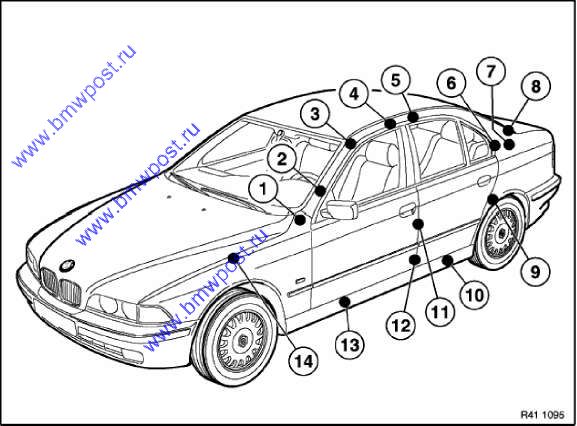 Расположение деталей из шумопоглощающего материала помечено точками. (1) боковой обтекатель, см. 41 21 510 Замена передней левой стойки двери (частичная замена) (переднее крыло снято) (2) элемент усиления передней стойки, находится в запчасти уже в готовом виде (3) каркас крыши, передняя часть находится в запчасти уже в готовом виде (4) каркас крыши, середина передней части, находится в запчасти уже в готовом виде (5) каркас крыши, середина задней части, находится в запчасти уже в готовом виде (6) элемент усиления задней стойки, см. 41 00 ... Установка шумопоглощающего материала в пустотах, кроме боковины Положение фасонных деталей из шумопоглощающего материала Е39  Расположение деталей из шумопоглощающего материала помечено точками. (7) задняя стойка, см. 41 00 ... Установка шумопоглощающего материала в пустотах, кроме боковины (8) рама заднего окна, нижняя часть находится в запчасти уже в готовом виде (9) арка заднего колеса, см. 41 00 ... Установка шумопоглощающего материала в пустотах, кроме боковины (10) боковина задняя, см. 41 00 ... Установка шумопоглощающего материала в боковине (11) центральная стойка, верхняя часть, находится в запчасти уже в готовом виде (12) центральная стойка, нижняя часть, находится в запчасти уже в готовом виде (13) боковина передняя, см. 41 00 ... Установка шумопоглощающего материала в пустотах боковины (14) полка переднего брызговика находится в запчасти "передний брызговик" уже в готовом виде
__________________ Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |
|
| |
|
15.09.2009, 10:35
| #15 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00... Расположение фасонных деталей из шумопоглощающего материла Для снижения шума в салоне производится шумоизоляция некоторых пустот кузовных деталей. Для этого в пустоты устанавливаются специальные фасонные детали из шумопоглощающего материала. Для прилегания этих деталей кузов нагревают до 180 ° С и выдерживают при этой температуре примерно 20 мин. Благодаря расширению фасонные детали оптимально прилегают к поверхности. Так как при ремонте кузова такой нагрев невозможен, то на этот случай имеется другой способ. Этот способ описан в разделах Установка фасонных деталей из шумопоглощающего материала в пустотах, кроме боковины Установка шумопоглощающего материала в боковине. Расположение фасонных деталей из шумопоглощающего материала в пустотах на автомобилях серии Е39 touring 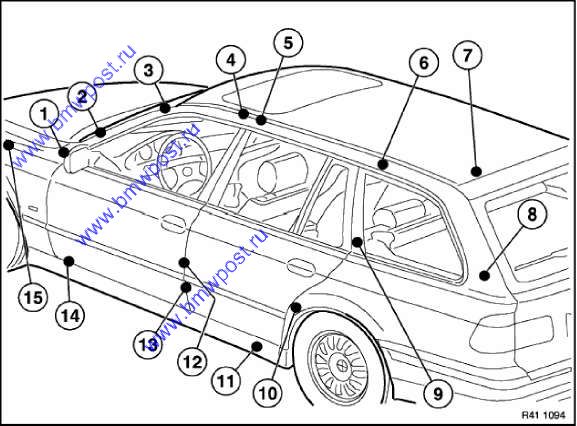 Расположение деталей из шумопоглощающего материала помечено точками. (1) боковой обтекатель, см. 41 21 510 Замена передней левой стойки двери (частичная замена) (переднее крыло снято) (2) усилитель передней стойки, находится в запчасти уже в готовом виде (3) панель крыши, передняя часть находится в запчасти уже в готовом виде (4) панель крыши, середина передней части, находится в запчасти уже в готовом виде (5) панель крыши, середина задней части, находится в запчасти уже в готовом виде (6) панель крыши, задняя часть см. 41 00 ... Установка фасонных деталей из шумопоглащающего материала в пустотах, кроме боковин Расположение фасонных деталей из шумопоглощающего материала в пустотах на автомобилях серии Е39 touring 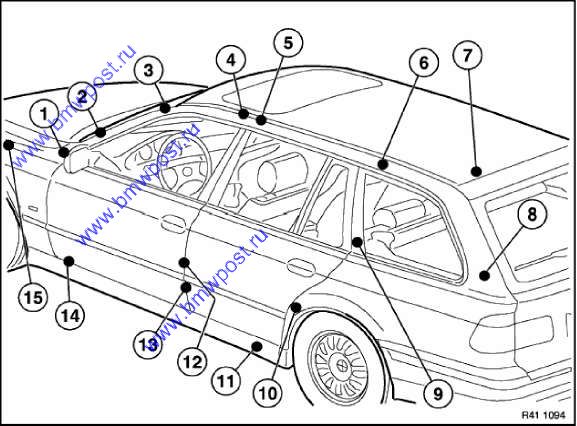 Расположение деталей из шумопоглощающего материала помечено точками. (7) панель рамы заднего стекла, верхняя часть, находится в запчасти уже в готовом виде (8) задняя стойка, см. 41 00 ... Установка фасонных деталей из шумопоглощающего материала в пустотах, кроме боковины (9) задняя стойка, 2 части, шумопоглащающий материал внутри и снаружи см. 41 00 ... Установка фасонных деталей из шумопоглащающего материала в пустотах, кроме боковин (10) задняя колесная ниша, см. 41 00 ... Установка фасонных деталей из шумопоглощающего материл в пустотах, кроме боковины (11) боковина задняя, см. 41 00 ... Установка фасонных деталей из шумопоглощающего материала в пустотах боковин (12) центральная стойка, верхняя часть, находится в запчасти уже в готовом виде (13) центральная стойка, нижняя часть, находится в запчасти уже в готовом виде (14) боковина передняя, см. 41 00 ... Установка фасонных деталей из шумопоглощающего материала в пустотах боковин (15) полка переднего брызговика, находится в запчасти передняя колесная ниша уже в готовом виде
__________________ Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |
|
| |
|
15.09.2009, 10:35
| #16 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00... Рекомендованные способы работы и инструмент 1. Отделение поврежденных деталей: Перед началом работы определить место соединения по запасной части. Отделить поврежденную деталь не доходя до места соединения. Предупреждение! Не допускать повреждения находящегося под ней листового металла. Для локализации места соединения удалить герметик, шумоизолирующее покрытие и, при необходимости, лакокрасочное покрытие. Высверлить места крепления точечной сваркой. При сверлении следить за тем, чтобы отверстия приходились только на детали, подлежащие отделению. Не задевать сверлом соединительные фланцы. Аккуратно разрезать валики сварных швов отрезным шлифовальным кругом. Места соединения пайкой нагреть горелкой для газовой сварки! Не допускать перегрева! Удалить остатки листового металла. Удалить металлической щеткой остатки размягченного припоя. Тщательно выправить и начисто отшлифовать места соединений. 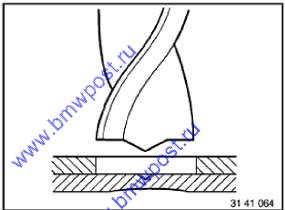 2. Установка новых деталей: Подготовить места соединений в соответствии с Руководством по ремонту. Все ремонтные работы, затрагивающие точки навески агрегатов и деталей автомобиля, должны обязательно выполняться на стенде для правки и с помощью комплекта стоек, соответствующего данному типу автомобиля. Помимо этого имеются в наличии стойки для различных деталей кузова. Величина кривизны и размеры переднего и заднего стекол контролируются наложением заводского стекла. Величины зазоров дверей, переднего и заднего стекол определяются по соответствующему чертежу. Места, где соединение будет производиться контактной точечной сваркой, покрываются цинковой краской. С оцинкованных деталей необходимо только удалить защитный слой краски. В местах соединения, не доступных для клещей с электродами точечной сварки, необходимо просверлить отверстия 0 8 мм на некотором расстоянии от высверленных точек и заварить отверстие в среде защитных газов. Нанести сваркой в среде защитных газов валик шва в соответствии с отделенной деталью. При соединении пайкой зона нагрева должна быть как можно меньшей, избегать перегрева. Способы соединений, отличающиеся от обычных, описаны в соответствующих Руководствах по ремонту. Видимые снаружи сварные швы выравниваются шлифовкой. Предупреждение! Выправить неровности и залудить оловянным припоем. При лужении оловом поверхность подготавливается таким образом, чтобы перед лакокрасочными работами на нее достаточно было нанести слой жидкой шпатлевки.Следить за тем, чтобы не истончить листовой металл при шлифовке. Все сварные швы, которые были покрыты герметиком, по окончании ремонтных работ необходимо сразу же заново уплотнить. Заменить поврежденное шумоизолирующее покрытие. Элементы листовой обшивки и все полости, швы, щели и фальцы, образованные листовым металлом необходимо сразу же покрыть консервирующим составом. 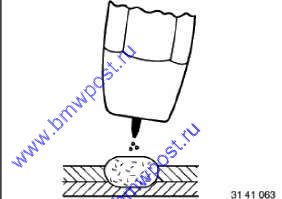
__________________ Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |
|
| |
|
15.09.2009, 10:35
| #17 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00... Рихтовка стальных деталей 1.0 Рекомендуемый инструмент По европейским правилам утилизации подержанных транспортных средств на автомобилях, эксплуатация которых была начата после 01.07.2003, запрещено использовать свинецсодержащий припой!Использовать только предназначенный для ремонта стальных деталей инструмент. 2.0 Рихтовка наружной облицовки "Холодная" рихтовка: Надавить на центр выпуклости и выровнять ее легкими ударами от границ к центру. При небольших плавных выпуклостях (следы града и неудачной парковки) это можно сделать и без повреждения лакокрасочного покрытия. Для выполнения такой работы необходим специальный инструмент (см. сервисную информацию 5 04 98 328) и обученный персонал. Рихтовка "методом нагрева": при этом методе с помощью газовой горелки производится точечный нагрев поврежденной поверхности до вишневого цвета. Затем материал остужается мокрой тканью. При повреждениях, доступ к которым возможен только с одной стороны, можно применять технику приваривания стержня (см. ASAP - Сервис/Техника -Оборудование ремонтной мастерской (Старт BMW) - Магазин или на сайте ). В центре поврежденного участка приваривают стальную шпильку, штифт или шайбу и постукивают по ней молотком до выравнивания углубления. В завершение шпилька, штифт или шайба сошлифовывается или срезается. Не допускать образования трещин. Не допускать появления наклепов и чрезмерной вытяжки. Избегать нагревания больших участков и перегрева наружной облицовки. Если после рихтовки стальных деталей поверхность имеет неровности, не превышающие 2 мм, их можно выровнять с помощью шпаклевки. Неровности больше 2 мм необходимо залудить. Примечание: Только для стран ЕС! При работах на бронированных автомобилях следовать специальным указаниям в Руководстве по ремонту! 3.0 Рихтовка конструктивных элементов Все ремонтные работы, затрагивающие точки навески агрегатов и деталей ходовой части, должны обязательно выполняться на стенде для правки, с помощью набора стоек и по таблице нормативов, соответствующих данному типу автомобиля. Дополнительно существуют стойки и таблицы нормативов для верхней части кузова, например: дверных стоек, опор складного верха, обтекателя, петель крышки багажника и т.д. Величина кривизны переднего и заднего стекол контролируются наложением заводского стекла. Величина зазора по дверям, капоту и багажной двери определяются по соответствующей карте контроля допустимых зазоров. Несущие элементы кузова, такие как передние лонжероны, стойки, лонжероны и т. д. с деформацией, которую нельзя исправить методом "холодной" рихтовки, подлежат замене. Нагревание несущих деталей кузова для облегчения восстановления формы недопустимо! Несоблюдение данного требования может привести к потере прочности (до 40 % от первоначальной). Ремонт деталей из высокопрочной и сверхпрочной стали путем рихтовки недопустим. Форма этих деталей восстанавливается только в рамках подготовки к их замене, с тем, чтобы обеспечить их оптимальное соединение с соседними деталями. При рихтовке кузов должен быть закреплен следующим образом: При использовании специальных/универсальных стоек (Carbench/ Celette) кузов должен быть дополнительнозакреплен с помощью 4 скоб за фланец порога или за 4 крепления под домкрат. Предпочтение следует отдавать фланцу (если он имеется). При использовании универсальных электронных или механических правочных систем (Car-O-liner/ Celette) кузов должен быть дополнительнозакреплен с помощью 4 скоб за фланец порога или за 4 крепления под домкрат. Предпочтение следует отдавать фланцу (если он имеется). Дополнительно закрепить автомобиль не менее чем за 2 точки страховочным комплектом. Несоблюдение этого требования может привести к повреждению целостных участков кузова при рихтовке. Возможно повреждение специальных или универсальных стоек.
__________________ Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |
|
| |
|
15.09.2009, 10:36
| #18 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00... Сварка и пайка стальных деталей Предупреждение! Обратить внимание на следующие темы в "Общих замечаниях по кузову": Правила техники безопасности Обращение с электрическими и электронными деталями, подушками безопасности и удерживающими системами безопасности А. Сварка стальных деталей: 1. Общее руководство При ремонте используются следующие методы: • Сварка в среде активного газа MAG ( Metall-Aktiv-Gasschweissen) • Контактная точечная сварка (далее и в Руководстве по ремонту обозначаемая как точечная сварка). Количество и расположение точек или швов, нанесенных сваркой MAG, можно определить по следам заводской сварки на разобранных деталях. Сварка в местах, к которым невозможно подобраться клещами для точечной сварки, осуществляется методом "электрозаклепки" MAG с прежними интервалами. Диаметр отверстий для сварки методом "электрозаклепки" составляет 8 мм. При сварке MAG вытяжная труба должна находиться на расстоянии не менее 30 см от места сварки. Иначе будет отсасываться защитный газ. Соблюдать указания фирмы-производителя аппарата. 2. Оборудование и инструмент Сварка по методу MAG: • аппарат для сварки стали (см. CD "Организация обслуживания и оборудование ремонтной мастерской", раздел 7). • стальная сварочная проволока - G3SI1 (SG2) или G4SI1 (SG3) • сварочная маска • газовый баллон с защитным газом (82 % аргона, 18 % СО 2) Контактная точечная сварка: • аппарат для точечной сварки (см. CD "Организация обслуживания и оборудование ремонтной мастерской", раздел 7). • защитные очки 3. Подготовка к сварке по методу MAG и к точечной сварке Удалить лакокрасочное покрытие в радиусе примерно 30 мм вокруг шва или точки сварки. • При сварке MAG необходимо удалить цинковое покрытие. • При точечной сварке удалять цинковое покрытие не надо. Удалить лакокрасочное покрытие на обратной стороне шва или точки сварки. • Иначе посторонние частицы будут проникать через корень шва в сварочную ванну. • Недостаточный поток электронов препятствует оптимальному соединению точечной сваркой. Покрыть все нахлесты и кромки сварочной грунтовкой. Для определения оптимальной силы прижима электрода при точечной сварке предварительно произвести пробную сварку по черновому листу. Чтобы сократить путь электронов, закрепить клемму массы по возможности прямо на свариваемой детали. 4.Сварка При сварке по методу MAG завариваемый зазор должен быть как можно меньше. Чем больше зазор, тем ниже прочность сварного соединения. При точечной сварке стыкуемые кромки металлических листов должны прилегать друг к другу как можно плотнее. Чем больше зазор, тем ниже прочность сварного соединения. Минимальное расстояние между точками сварки = 25 мм. 5.Заключительная обработка сварных соединений: При удалении сварного шва не сошлифовывать основной материал вокруг шва. После стыковки очистить все сварные швы и точки с помощью проволочной щетки. Удалить сгоревшую краску с помощью проволочной щетки из нержавеющей стали. Все сварные швы и точки, которые были покрыты герметиком, по окончании ремонтных работ следует снова тщательно загрунтовать и загерметизировать. Поврежденные или снятые шумоизоляционные покрытия заменить. В. Пайка стальных деталей: 1. Общее руководство При ремонте используются следующие методы: • Автогенная пайка твердым припоем • Лужение Пайка MIG (в среде инертного газа) при ремонте не используется. Швы, выполненные этим методом в заводских условиях, завариваются при ремонте сваркой MAG. При ремонте мест, запаянных в заводском производстве твердым припоем, используется тот же метод. При рихтовке стальных деталей неровности менее 2 мм можно заровнять шпатлевкой. Если в исключительных случаях на поверхности останутся неровности более 2 мм, то их необходимо залудить. Поверхности лудятся припоем только на видимых участках наружной облицовки и на полке брызговика. Закрытые поверхности не лудятся. По европейским правилам утилизации подержанных транспортных средств на автомобилях, эксплуатация которых была начата после 01.07.2003, запрещено использовать свинецсодержащий припой!Примечание: Только для стран ЕС! 2.Оборудование и инструмент Автогенная пайка твердым припоем: • комплект шлангов и горелка (горелка для газовой сварки) • твердый припой • газовые баллоны (кислород и ацетилен) • очки сварщика Лужение: • комплект шлангов и горелка (горелка для лужения) • паста для лужения • оловянный припой (см. "Электронный каталог запчастей" ЕТК). • газовый баллон (ацетилен) • защитные очки 3.Подготовка к пайке твердым припоем и лужению Нагреть вскрываемые паяные соединения с помощью автогена. Снять остатки металлического листа и удалить остатки твердого припоя проволочной щеткой. Удалить лакокрасочное и цинковое покрытие в радиусе прим. 30 мм вокруг запаиваемого шва. Удалить лакокрасочное и цинковое покрытие в залуживаемом месте и прим. в 30 мм вокруг него. 4.Пайка твердым припоем и лужение Произвести пайку и лужение, стараясь чтобы припой не перегревался и зона нагрева была минимальной. При необходимости, использовать теплоизоляционную пасту. 5.Заключительная обработка паяных соединений: Тщательно удалить остатки сгоревшего цинка. Видимые места соединения выровнять, отшлифовать и залудить. Удалить сгоревшую краску с помощью проволочной щетки из нержавеющей стали.
__________________ Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |
|
| |
|
15.09.2009, 10:36
| #19 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00 ...Сварка оцинкованных металлических листов Для подверженных коррозии деталей кузова особенно часто используются оцинкованные горячим и гальваническим способом стальные листы. При обработке таких листов необходимо соблюдать следующие правила: Продукты сгорания, образующиеся при сварке, содержат ядовитый оксид цинка, поэтому необходимо позаботиться о хорошей вытяжке в месте проведения сварочных работ. При контактной точечной сварке и сварке в среде защитного газа не нужно сошлифовывать цинковое покрытие. При пайке твердым припоем цинковое покрытие необходимо соскоблить. Для соединения сваркой необходимо по возможности использовать контактную точечную сварку. Сварочный ток необходимо увеличить по меньшей мере на 10 % по сравнению со сваркой неоцинкованных листов. Прижимать электрод необходимо как можно сильнее (проверить на отдельном листе, не выпадает ли электрод). Для получения более плотного соединения можно нанести пасту для точечной сварки. При работе в местах, не доступных для контактной точечной сварки, предпочтение отдается сварке в среде защитного газа из-за меньшей зоны нагрева по сравнению с газосваркой. Оцинкованные листы обычно можно подвергать обработке в нагретом состоянии. Обратить внимание на наличие хорошей вытяжки ядовитых газов. Тщательно удалить остатки сгоревшего цинка. Видимые места соединения необходимо как обычно выровнять, отшлифовать и оцинковать. Места с поврежденным цинковым покрытием необходимо покрыть цинковой краской.
__________________ Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |
|
| |
|
15.09.2009, 10:37
| #20 |
| Админ Регистрация: 07.09.2008
Сообщений: 10,944
Сказал спасибо: 1,548
Поблагодарили 10,624 раз(а) в 1,958 сообщениях
Откуда: Москва Авто: BMW e39 528 Есть клубные рамки | 41 00... Склеивание пластмассовых деталей Предупреждение! Соблюдать правила техники безопасности ! Набор для ремонта деталей из пластмассы: (получение через Службу поставки запчастей BMW, илл. 83-0288, набор для ремонта деталей из пластмассы) Подробную информацию см. в: последнее издание справочника по лакокрасочным работам портал ASAP
__________________ Чат по кодированию, программированию, дооснащению BMW в Telegram: BMW INPA | BMW ICOM | BMW Scanner | Ключи BMW | BMW CAN filter (cic retrofit adapter) | Отключение BMW EGR / DPF | Ноутбуки для диагностики Сканеры для диагностики BMW Инструкции, мануалы к БМВ бесплатно BMW & MINI: TIS, ЕТК, ЕТМ, KSD, WDS, DIS, EBA и другие полезные программы |
|
| |
| Сказал Спасибо Tyler за это сообщение: | ilyaps (14.06.2016) |
|
«
|
»
 Линейный вид
Линейный вид

| |

 Похожие темы
Похожие темы | ||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| Ликвидация новых запчастей по закупке | АндрейСергеевич | Продажа запчастей BMW | 2 | 02.07.2024 16:26 |
| Все опции БМВ на русском языке | Tyler | Выбираем БМВ | 21 | 19.06.2014 12:09 |
| Модельный ряд BMW пополнил автомобиль BMW 740d | Tyler | Новости BMW | 3 | 30.07.2009 19:24 |
| BMW 5 серии Gran Turismo на Женевском автосалоне 2009 | Tyler | Новости BMW | 0 | 26.02.2009 18:00 |
Часовой пояс GMT +3, время: 23:04.

