Необходимые приспособления:
• 00 3 520
• 00 3 580
(головка блока цилиндров разобрана)
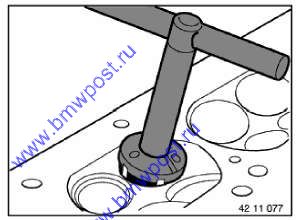
Обработать поверхность седла клапана с помощью приспособления 00 3 520 или
приспособления 00 3 580 по инструкции
изготовителя.
Примечание:
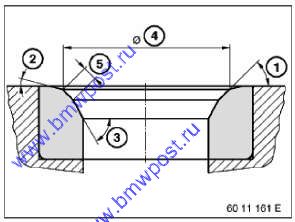
После обработки опорной поверхности седла клапана наружный и внутренний диаметр следует притереть корректировочной фрезой до предписываемых размеров, вплоть до достижения ширины (5) рабочей фаски седла клапана.
1) Угол рабочей фаски
2) Внешний угол коррекции
3) Внутренний угол коррекции
4) Наружный 0 опорной поверхности седла клапана
5) Ширина рабочей фаски седла клапана Заданные значения (1 до 5)